Contact Us
Tell us your material, thickness & application
Our engineer will recommend the right model within 12 hours



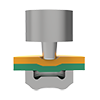
■ Feature: Big throat depth
■ Drive: SIMITCH pneumatic hydraulic BS series cylinder
■ Main part:
1. Pneumatic hydraulic cylinder
2.CEU machine frame
3.STE safety control system
| Part Number | Max. Capacity | Throat depth | Opening distance | |
| mm | mm | |||
| KN | T | |||
| TCEU 8 | 78 | 7.8 | 400 | 45 |
Tell us your material, thickness & application
Our engineer will recommend the right model within 12 hours

Click to open WhatsApp Web or Scan the QR Code
Talk to our engineer directly on WhatsApp
Rivetless connections do not require the consumption of raw materials and auxiliary materials, and their cost is only about 50% of that of spot welding, making them a preferred solution for reducing costs and improving economic efficiency.
Rivetless connection machines are inexpensive, durable, simple in structure, and easy to maintain. In contrast, traditional equipment is prone to aging and has higher maintenance costs.
Rivetless connections are aesthetically pleasing and require no additional surface treatment. They also produce no noise or dust pollution during operation, making them more environmentally friendly.
Rivetless connection molds have a long service life, averaging 100,000 to 300,000 uses. The connection process is simple, requiring no pre- or post-processing (such as punching or surface treatment), thus improving work efficiency.
Rivetless connections can solve the problem that traditional processes cannot connect metals such as aluminum, magnesium, and titanium, giving them a unique advantage when connecting different materials or sandwich panels.
Rivetless connections offer a high degree of automation, allowing for single-point or multi-point simultaneous connections, making them the preferred connection method for mass production. There is no stress concentration at the connection points, resulting in higher fatigue resistance than spot welding. Connection strength can be tested non-destructively, and the entire process can be automatically monitored.
Although rivetless connections have slightly lower strength than self-piercing riveting, their strength is sufficient for most applications. Furthermore, rivetless connections are more suitable for joining thin plates.
Rivetless connection technology allows for the connection of plates of different thicknesses, materials, and even shapes, and this flexibility enables it to meet a variety of complex design requirements.
Rivetless connection technology allows for precise control over the position and shape of connection points, thereby ensuring product consistency and reliability.